
Synopsis: Having written about how I “made” my own AR-15 lower receiver using a curiously shaped paperweight and a helpful CNC operator (see the post “Outlaw Gunsmithing” for full details), this is the next in that series, which will include some more detail (and a number of photos of the process).
It is possible to buy the unfinished lower receiver over the internet, but finding a local machine shop with the proper CNC program might be a bit of a problem for some people. I decided to test the claim that the receiver could be finished using only a set of special toolings and an inexpensive (<$70) drill press. So, I bought another receiver blank, purchased various cutting tools and an appropriate jig and tried to finish the receiver at home. Unfortunately, I was not able to complete the work with just a drill press. After thinking about it, I decided to try and bring homemade receivers to the masses, so I got some much more expensive high-powered machinery and successfully finished the receiver blank. The interesting thing is that while the drill press method does not work, the machinery I bought fits reasonably well in a car, so the whole shebang is mobile. For less than the cost of the receiver blank, the jig and the tools, I can come to someone’s house and give them the opportunity to make their own AR-15 lower receiver. More information at the bottom of the article. Details after the jump.
In the post “Outlaw Gunsmithing,” I describe a process where a person can buy a so-called “80% lower receiver,” which is, in essence, an uncompleted AR-15 lower receiver that still needs to have the area for the trigger assembly, sear and hammer milled out of the aluminum before it can be used as an actual lower receiver. The important point about these 80% receivers is that they are not covered by Federal law, since they are not actual lower receivers. There is no conceivable way that the unaltered 80% lower can be used in a firearm, so there is no restriction on the transport, sale, possession or transfer for these items. They can be bought and sold with no paper trail. In addition, Federal law permits a person to manufacture a firearm for their own use as long as they do not sell or redistribute the finished firearm (in this case, the finished lower receiver).
So, some people got together and started selling these 80% receivers, and then held “gun parties” where people who own one of the receivers can pay a fee to use a CNC milling machine to finish the receiver so that it is a fully functional firearm. As long as the machine operator makes the owner of the receiver push the button to actuate the milling machine, the owner of the receiver is the one making the firearm, so this process complies with Federal law.
I availed myself of one of these services in order to get a couple of lower receivers. There is, however an alternative method that I also found interesting. For those people who don’t have a friendly CNC milling machine operator in the neighborhood with the program needed to make the cuts to transform the 80% lower into a complete lower receiver, many places also sell a set of jigs that can be attached to the 80% lower and purportedly allow someone to finish the receivers them self using only a drill press, the jigs, and some cutting tools.
I was hoping to be able to write another post for Jeff describing thos process with pictures, so I bought another lower receiver from my local source, got his set of jigs and some cutting tools, then proceeded to experiment.
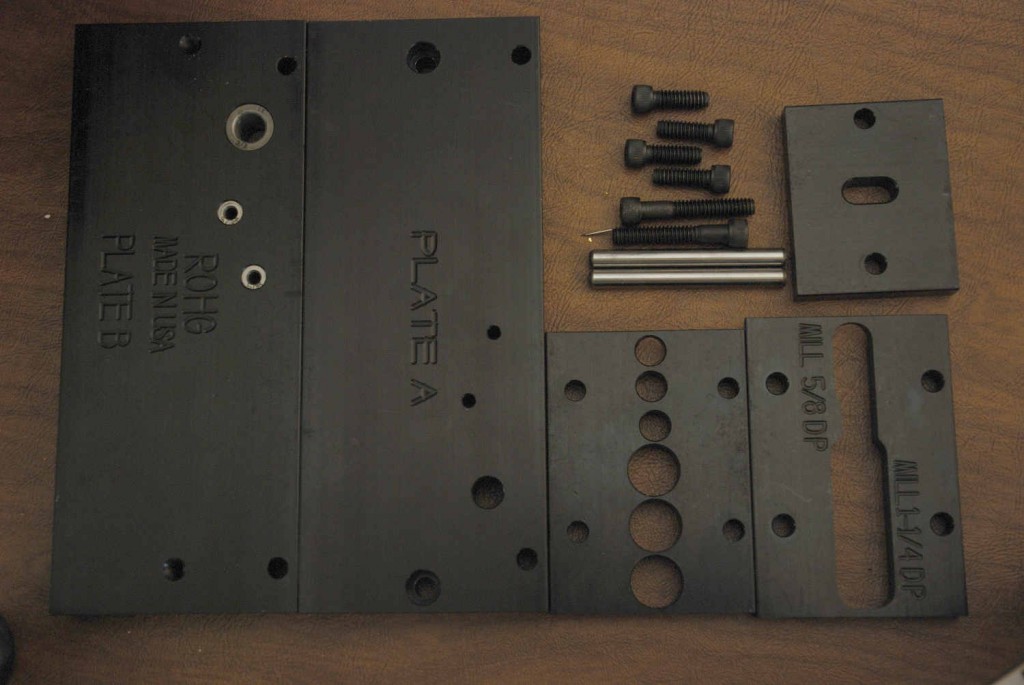
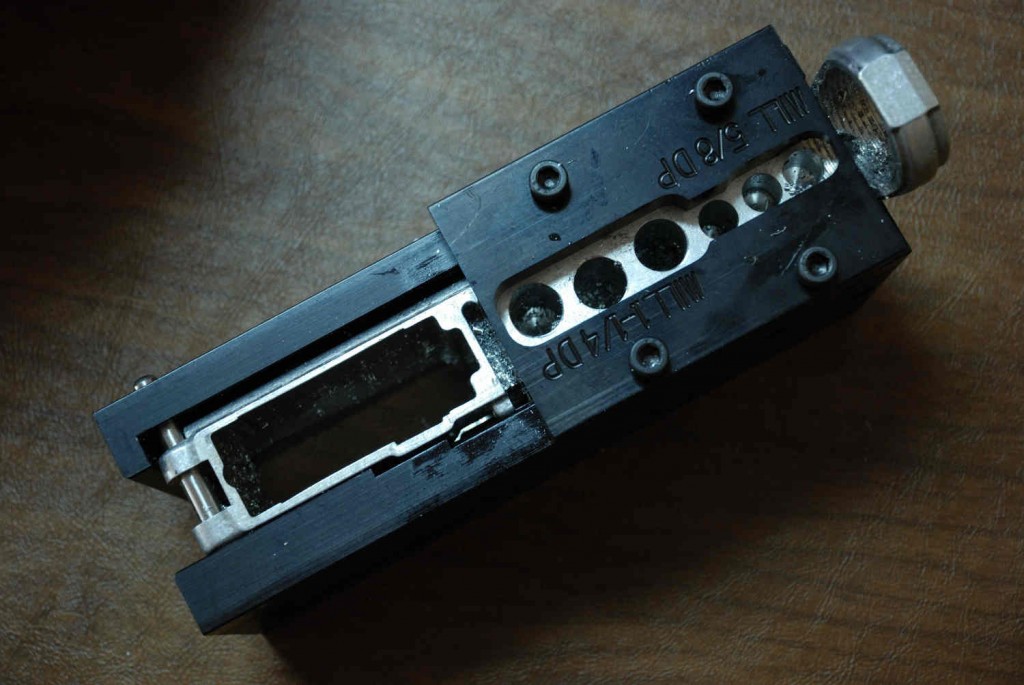
First off, the jigs are very well made and fit the receiver blank very tightly. The jig consists of several pieces, a set of side plates that fit around the receiver blank and also provide the guides for drilling holes through the receiver for the trigger assembly and safety pins. There are three plates that are bolted on to the side plates in order to guide the efforts of cutting the material out of the center of the receiver blank to allow placement of the lower receiver internals. One plate is a guide to drill large holes in the blank to remove the majority of the metal from the trigger pocket, one plate is used to allow the finishing of the pocket, and the final plate is used as a guide to cut the trigger slot in the bottom of the receiver to allow it to protrude below the bottom of the receiver.
Here is a picture of the jig set:
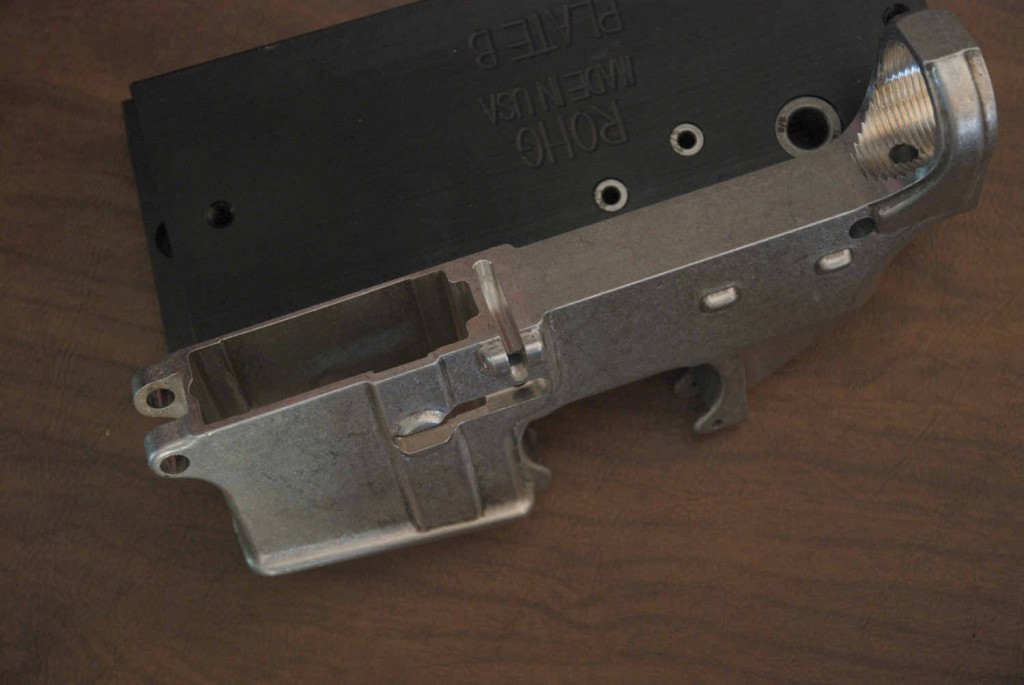
Here is a picture of the unmilled receiver blank:
The side plates are positioned using the holes that hold the takedown pins for the upper receiver. The kit comes with two pins that slide through the holes of the receiver, locating it securely in the side plates. Then, there are two hex head bolts that hold the receiver in place. They travel through two holes pre-drilled in the receiver and screw into the plate on the other side. Once these are tightened down, there is no physical way for the receiver to move from the side plates. Altogether, the construction is quite sturdy and once the pieces are fastened together, they do not come apart. There is one small issue, however. The rear positioning pin that is used to align the receiver and the side plates so the hex head bolts can be screwed down actually passes through the area that is to be machined in the process of hollowing out the trigger assembly area. If you forget to remove the pin before you start machining, you might cut the pin accidentally, which would ruin the jig for further use. So, before doing any work on the receiver pocket, you need to remove the rearward initial positioning pin.
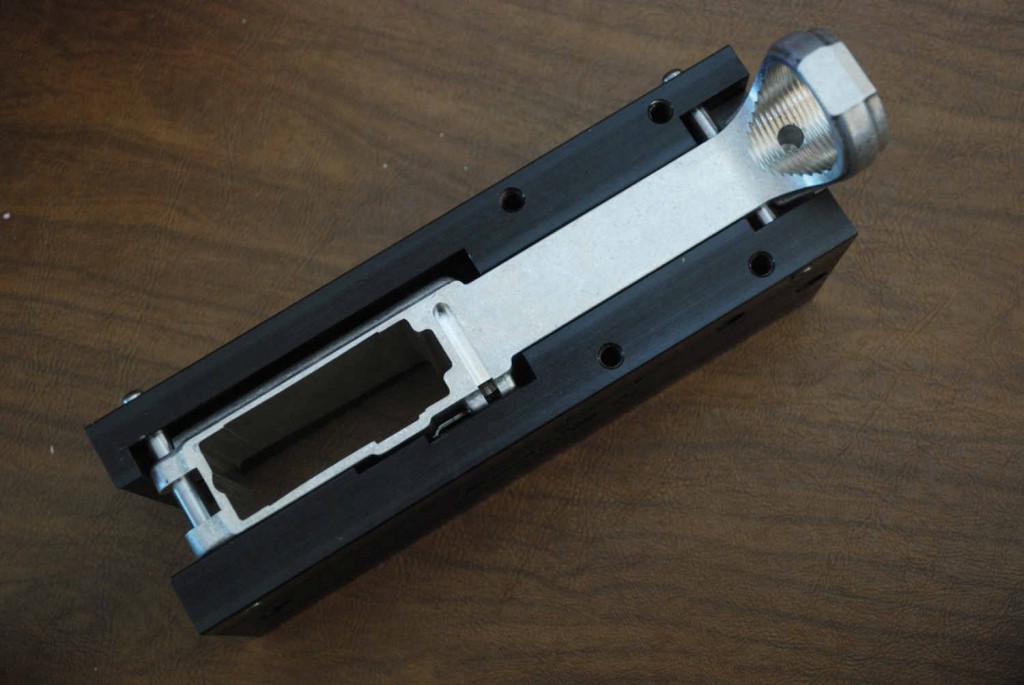
Here is the unmilled receiver blank with the side plates on:
Here is the receiver with the drilling guide plate in place:
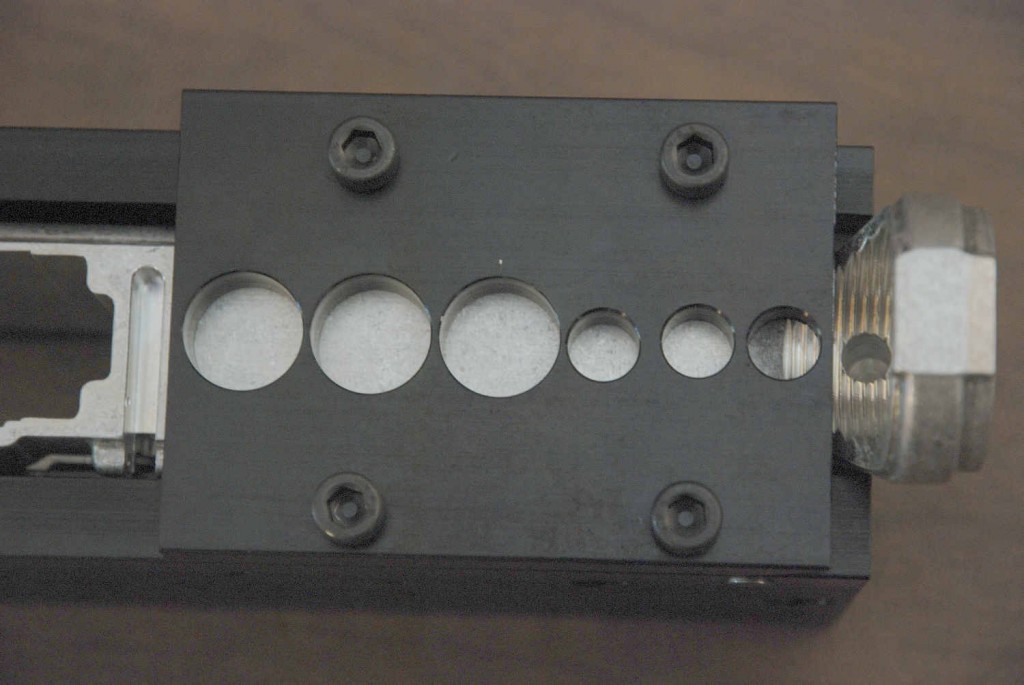
Once the side plates are in place, it is time to start the drilling process. We drill three 3/8″ and three 1/2″ holes in the receiver blank. These holes will remove about 60% of the metal we need to take from the receiver. One of the guide plates is a plate with six holes in it, 3 3/8″ guild holes and 3 1/2″ guide holes. The rearward two 3/8″ holes need to be drilled to a depth of 5/8″ and the forward 3/8″ hole as well as all of the 1/2″ holes need to be drilled to a depth of 1 1/4″. This was a very easy operation to perform, and it was quite simple for me to drill out the areas marked on the guides.
Here is the receiver blank with the holes drilled and the guide removed:

The second guide shows the shape that the final pocket needs to be. The idea here is to replace the drill bits with end mills, and finish removing the rest of the material in the pocket that was not removed using the drill bits. This is where I ran into trouble. The problem is that in order to remove the material cleanly, you need to be able to slide the receiver back and forth on the work area. In the first place, unless you are using some kind of traversal mechanism, the piece is going to jump around, possibly damaging the piece or causing injury to yourself. Second, as I will discuss a bit later, a drill press is NOT designed for any kind of lateral pressure, and it can destroy the machine or again, result in injury. This is where the process broke down for me. I was simply unable to get the cuts working properly using only a drill press.
Here is a picture of the drilled receiver with the second guide plate for the cuts in place.
At this point I was a bit stumped. So I did some more research and discovered that what I really needed to complete this sort of activity is a milling machine. When I think of a milling machine, I usually envision a monstrous CNC machine that runs using special programs. However, there are a number of machines that are used for smaller jobs. I was able to find a (relatively) inexpensive manual milling machine that was large enough to complete the cuts to the receiver. When I say “inexpensive,” I am speaking of in relation to other milling machines. The cost of the machine was about 25x the cost of a basic drill press. Another advantage of this machine is that it is small enough to be transportable, although not easily. That will come into play a bit later.
For those of you that are new to the world of manufacturing, allow me to explain the difference between a milling machine and a drill press. A drill press is a machine that is designed to remove metal in a single axis, the z-axis, or straight up and down. In other words, it is designed to punch holes in things. For this reason, a drill bit only has cutting edges at the very tip of the bit. The deep grooves running the length of the bit are not cutting edges, but are there to permit the metal drilled from the hole to travel the length of the bit and be expelled from the work area.
A milling machine, on the other hand, is fully capable of acting as a drill press, but it also allows the work area to be traversed in both the x-axis and the y-axis. This means that a tool can travel downward some depth, like a drill, but then the piece can be traversed left and right and towards and away from the operator. A drill press head is not strong enough to withstand the stress of the transverse forces that horizontal cutting places on the machine, which is why the milling machine is built to much more robust standards and is so much more expensive. The tools used on a milling machine, commonly called “end mills” look like drill bits with flat ends. However, unlike a drill bit, they have cutting edges that run the length of the tool, and the end portion of the tool cuts a flat cut, rather than a pointed one like a drill bit. The cutting edges allow both vertical cuts, like a drill press, and in addition, horizontal cuts.
In order to allow for smooth cutting on a piece, a milling machine has a traversable work area. While the work table on a drill press is stationary, the mill has controls to move the work area forward and backward and right and left. The piece is usually fastened to the work area using some kind of vice, then the cuts are made by moving the work table up, down, left, right, forward, and backward.
Once I had the mill set up and the piece fastened in a vise, the work went quite smoothly. I was able to cut out the pocket for the trigger area with very little trouble, and I was even able to leave it with a very smooth finish. This is not particularly important from a point of view of functionality, but it does make the final product have a more professional look.
Here is a photo of the receiver with the trigger pocket milled out. Note that the pocket has a nicely smooth finish:

So, with the acquisition of the milling machine, the process of completing the receiver went quite smoothly. This was at best a Pyhrric victory, however. My original purpose was to try and finish the receiver using tools that someone would likely have in their garage or could acquire cheaply from someplace like Harbor Freight, so having to resort to an expensive milling machine ultimately branded this attempt as a failure. However, as I was contemplating the issues, it occurred to me that the setup I used to finish the receiver was something that would fit in a car. Which led me to the idea of a mobile outlaw gunsmithing service.
What I am proposing to do is this: I am prepared to bring my equipment to a place, along with the 80% receiver. Once I am there, I will set the machine up and get everything ready, and then I will guide you in the process of finishing the receiver. You will be the one actually turning the wheels of the machine, so you will be the one making the cuts, thus you will be the person who is creating the receiver. Once the receiver is finished, you will have a fully functional AR-15, identical in almost every respect to one that you would order from a gun dealer.
I am trying to gauge how much interest there is in a service like this. The cost for a receiver made this way is, unfortunately, going to be higher than the cost of a receiver that you get through a regular FFL, because the unfinished receivers are actually almost the same amount as a cheap finished receiver, and of course, there are my costs for travel, tools, and everything else. The upside is, of course, that you have a workable firearm that has no paper trail attached to it. This might be of particular interest for people living in states like Colorado that are trying to criminalize ownership of AR-15 style weapons.
One thing I was thinking about trying to do was to set up group buys where people who were local to one another or at least could be reached along a particular route from Southern California (where I am located). My idea was to judge the interest among Protein Wisdom readers, and set this up through Jeff. To help sweeten the deal, I would give Jeff a cut on each sale, to help him keep Protein Wisdom running.
Once I can gauge the interest in the deal, then we can start talking about price. There will be a rock-bottom $200 per receiver fee that I will need in advance, since I have to purchase these from a supplier. On top of that, I am thinking of a service fee in the range of $150 for my time and travel. However, I am flexible on the service fee, and I am willing to cut a deal to people who get together to do multiple receivers at one time. So, for example, if you can get 10 people who all want to get a receiver done at the same time, I will work with you guys so that we can reduce the service fee.
My original idea was to see if a bunch of Colorado folks would be interested in this, and if we could get a number of them, we could have a gun party somewhere in the vicinity of Denver, perhaps, since I know that Jeff is in that general area. Given the direction the Colorado legislature is going, it might be a good idea to do something like this sooner, rather than later.
There are a lot of further options here, also. I can easily get complete upper receivers, as well as parts kits to complete a bare lower receiver. None of these things are restricted items. So, for some extra money up front, I can get you as many bells and whistles as you want for your new toy.
Anyone who is interested in something like this should contact me at outlawgunsmith@gmail.com and we can discuss what you want, where you are located, and when I can come by. For anyone in the SoCal area, I am happy to travel from San Diego to Santa Barbara at any time. For people outside that area, I will need to coordinate so I don’t have to burn all my money just in travel feels to do a single receiver.
Thanks for your time. If you have any general questions, feel free to leave a comment.
*****
Jeff’s addendum: Perhaps the best way to get this rolling is to get volunteers out of the pw readership from various parts of the country who would be willing to spread the word and set up one of these gun parties in their area. If you belong to a range, sell the idea at the range to the range owners, who I’m sure are having trouble getting AR-15s to stock — and so this would be a great service to both their members and to the spirit of the 2nd Amendment. I’ve also found fire departments tend to have an interest in these things.
Another option is to advertise on Craig’s list in your area. The more people you get, the cheaper your fees — and I’m sure outlaw gunsmith would probably say that if you got, say, 20 people to show up for the party, your own lower would be either discounted or free.
This is an idea I’d like for other bloggers with a fidelity to the 2nd Amendment to push. Outlaw Gunsmith will then have new areas of the country and new readerships he can reach, and together, we can poke a finger into the eye of these cowardly opportunistic legislators who are hoping we’ll quietly disarm.
Even were Colorado to pass some ridiculous ban on “assault weapons,” we can easily take a road trip to just over the border into Wyoming. Or Kansas. Or Utah. Or New Mexico.
Please, if you have a Twitter account, do retweet this to everyone you know who has an interest in firearms and the 2nd Amendment. This is a way to build your own weapon, legally, and put it together how you like it. And at a cost that will be determined, ultimately, by your own choices — and a low upfront cost that will yield you a legal AR lower.
If you comment at other gun-friendly sites, link this post in the comments there.
A gun dealer friend of mine recently got 10 New Frontier Armory AR-15 lowers in stock (no trigger), and they sold out before he even had a chance to advertise them. Someone simply heard he’d managed to find a few. Poof. Gone in seconds.
So Outlaw Gunsmith and I believe this is a great way to go mobile with the 2nd Amendment, assert a natural right, arm ourselves with the same weaponry local police, the FBI, (and many government employees from the various bureaucracies) are allowed to carry, and meet like-minded individuals in our various locales — itself a networking benefit that could yield important results somewhere down the line.
Thanks in advance to all of you who agree to volunteer. We need not feel helpless. We only need to get creative.
Pass it on.
Oh. And outlaw!
Just curious, what milling machine did you get?
I got a HiTorque from LittleMachineShop.com, who, since they are local, was the better choice for me than something over the intertubes, since I started out knowing nothing about milling, and actually had to go back twice for “must-have” accessories like the collets to hold the end mill in the machine. The machine doesn’t cut too good without those, I found out.
mr. og
would this unit @ harbor freight work in this application?
Two-Speed Variable Bench Mill/Drill Machine
LMS is a good outfit. I’ve bought a lot of stuff from them even though they’re decidedly not local to me.
The stuff is Chinese, but of a quality considerably above what you’d get from (e.g.) Harbor Freight.
nr, in my experience Harbor Freight is a roll of the dice. Could be good, could be crap, and it changes over time. You never know if this week you’re going to get something from People’s Milling Machine Factory #234 instead of #235, and it can make a big difference.
Might be okay if they have a local store and you can take someone knowledgeable with you to look it over in person.
Although I have not tried what I’m about to suggest, I would note that I have had extensive experience with both a standard drill press and milling machines.
I believe that it MAY be possible to utilize a drill press for the milling operation. End mills can be purchased in the shank sizes that would fit the average press and the size of mill required. Mills CAN be used drill press wise (i.e. used in the z axis) if a way can be found to raise/lower the table rather than using the quill (the part which lowers the chuck which holds the drill bits)
If you do that, you can lock the quill so that is more rigid. Then raise the table to remove material then lower it and then move your machining vise which is holding the receiver blank. (I should note here that the best way to do this is to acquire a cross slide vise. These cost about 35-50$ and can be bolted to the press table and move a vise in both the x and y axis using a coarse screw to move in the var. directions)
When this is done, quite a bit of metal can be removed without stressing the drill press quill. Then (here’s the part I can’t guarantee) the little material left can be milled out (using the cross slide vise) in the x-y directions. This SHOULDN’T stress the quill too much. It will depend on the quality of the press and it’s age and maintenance.
I will soon be making some items of my own where I will be using this procedure to mill some pieces and will let you all know how well it works. Anyone giving this a try should also let everyone know how it works. If it does.
It should work if care is taken to go slowly and make certain everything is clamped tightly and a safety shield is used. When a mill shatters, it will send shrapnel flying in all directions. Wear goggles at minimum.
Good idea though. This loophole, may not last though. They know it’s there and the BATF may decide they have the discretion to change the rules.
From the reviews of that mill, nr:
Sounds like a decent little rig.
also make your own lower receivers
Aluminium Foundry
JCW, those are all good and fair points about the drill press. I might have been successful using just a drill press if I had spent the money to buy a transversable vice. The thing is, I sort of had this idea of a traveling capability in the back of my mind, and I decided that, rather than spend another $50-$75 on something that MIGHT work, I would just bite the bullet and get something that I knew would do the job.
The real issue here is that above and beyond the cost of the drill press, though, you have to buy the jig, which is from $150-$300, depending on where you get it. Now, if you are planning to do several lowers, that cost is amortized over the number of lowers you buy. However, if you are only doing one lower, then your final cost is going to be more than it would cost to have me come to you and use my stuff and have my help to get the thing done.
I don’t mean to be relentlessly mercenary here, I am just trying to explain the cost-benefit, at least as I see it. Of course, since I stand to make some money on these things, I will be more likely to push my method…:-).
Even if you only do one lower, how much is it worth to you that there is no record of the gun, beyond the other parts you will likely have to purchase to complete it? And, if you buy those for cash, well, there you are.
Maybe I didn’t emphasize that enough, cranky-d, but I have no intention of keeping any records of anything that I do. There is no legal requirement to do so, and I don’t feel any particular desire to leave a paper trail, when the whole point of this is to help foil the gun-grabbers, not empower them.
Just sayin’.
I figured you wouldn’t keep any records. I was kind of thinking out loud that I could easily justify the price of buying the jigs even if I only made one lower. However, ideally, if you just want one or two guns, it would be better to do it like you are planning.
My comment mainly was for those who are not in your immediate area but have considered something along those lines and might be discouraged by the cost of the Milling machine.
And also for those who don’t want anyone to know what they’re doing.
I wanted them to understand that it is possible using less expensive methods.
For what you’re attempting, yes a quality mill would be in order for multiple uses.
Wish you were on the east coast, I’d consider making some sacrifices to acquire the cash for both the service and the receiver.
As it is, I will just muddle through on my own. If I even decide I will take that route.
For many of us, that amount of cash for just the mill would put the lump sum costs way over what could be afforded.
None of what I said was meant to be critical or contradict what you said.
Glad to see that others take the situation seriously enough to make the effort.
Inventory on the 80% casting is nil.
i think this part is
forged
As far as I am aware, Colorado has not introduced or pledged to introduce legislation restricting access to “assault weapons”.
I think I would be counted out on this one. The government destroys the records of a background check to purchase a firearm in 24 hours, and they are never told what you are buying beyond long-gun/handgun/other (e.g. no make, serial number). The FFL retains the paper form, with serial number and make, for 20 years. So the premise of an “untracked” gun really is very little different than buying any off the shelf gun.
Gah. Inventory of this forging is nil.
I wonder how hard it would be to machine from a piece of billet aluminum?
It really comes down to this: if you can find inventory for a lower that’s already been completed and don’t mind the background check and the fees associated with them, if any, then go that route. Or, if you can find an AR-15 on the market that hasn’t been marked up significantly, and that’s your thing, buy that — again, if you don’t mind the background check and whatever fees associated with them.
Here in Colorado, I’ve seen them at gun shows marked up quite a bit.
The benefit here is that, if there’s available inventory for the 80% (and despite claims that inventory for those are nil, the OP seemed to be able to get them to build work on and perfect his mobile shop) and no ready inventory for the completed lowers, which tend to disappear rather quickly, you can make yourself a “gun” and then put it together any way you wish with parts that aren’t scrutinized.
The problem with the scenario Awesomeness lays out, as I see it, is precisely that the FFL retains the paper forms for 20 years. And if we begin merging medical records with “mental health” records by way of government databases (which will happen under ObamaCare) how long do you think it will be before anti-gun legislators work backward — having identified someone on anti-depressants, anti-convulsives, etc., we should, “as a matter of public safety”, know if they have purchased a firearm, they’ll claim, something we could conceivably learn by demanding that FFL paper work to be cross-referenced with the new “mental health” database — and go after guns using medicine as the wedge to create a de facto registry?
In other words, it doesn’t seem suspicious enough of lawmakers who have said out loud that women should fake their periods or blow a whistle to fend off rape, and who believe in many cases that gun makers should be held criminally and civilly liable for the people who use their legal tools in an illegal way. That is, it denies the essential tyrannical mindset behind the anti-gun movement.
— Though don’t think I don’t appreciate having the idea we’ve put forward being so thoroughly run down in a matter of hours. It just reminds me of why I so love doing what I do!
BTW, Outlaw Gunsmith: just heard from a friend via Facebook who loves the idea and is going to try to get about 20 people together. He’s east coast.
It is not difficult to machine a lower from a billet if you have the equipment to do it. That’s the problem. I don’t think you can use one of these mini-mills to do it, though, but I’m not sure.
Your mill table has to be able to move far enough to cut all the way around the piece, etc.
Awesomeness is here to discourage us from exercising our freedom to keep and bear arms. Ignore him. Anyone who trusts the government to not further encroach on our rights is either a liar or a fool.
Awesomeness is a friend of mine who is also ex Spec Ops. He’s naturally skeptical, and that’s a good thing. So I assure you he isn’t here to do anything else than pressure the conversation in a way that’s instructive.
For instance, I have an idea that could impact the price of lower (lowering it), but I have to speak with Outlaw Gunsmith first. And also with Awesomeness, who happens to be a FFL dealer.
I understand the suspicion what with the myriad trolls we’ve had here over the years. But he isn’t one of them. He’s just wrong in this instance ;-)
Okay, Jeff. I admit I have a hair-trigger, but we also have no actual proof that the records of a background check are being destroyed at the other end. I thought I remembered an article that said something about them keeping a copy of the transaction.
Maybe I’m paranoid, but my level of trust in our government is very low.
I have said repeatedly that when the feces impacts the bladed air-recirculation device, the man who can make both ammo and alcohol will be wealthy. The man with the ability to mass produce and deliver good rifles at need will own the country club. Bravo Zulu and I wish I could afford your services…
Oh, I understand, cranky. There certainly were stories of records not being destroyed as required by law. So why chance it if you don’t have to?
The real question here is the availability of the 80% lowers. If they are available, it’s almost like building the gun yourself is a supreme act of protest, even if the lower costs a bit more on the front end.
[…] OUTLAW GUNSMITHING: Going Mobile. […]
Congrats on the Instalanche!
Some reading on what records are permanently kept by the Federal gov. on firearms ownership. This is a bit long but these two sections get to the gist of it.
To avoid a paper trail, look for websites like this…
http://www.theoutdoorstrader.com/forums/72-Handguns
in you local area. These folks all ask to see a GA drivers lisc. and/or ccw, but there is no govt record of any sales.
I would imagine there is something similar in most states.
[…] The Protein Wisdom website has an item that will probably interest gunnies. Essentially, a guy with the tooling and machinery drops by your house and you make your own AR-15 lower from an 80% finished casting. […]
Not in Michigan for handguns. All purchases must be recorded on a form with copies kept by the buyer, seller, and the State Police. There used to be a copy to the local police too but that was eliminated with a new law in Dec. 2012. Rifles and shotguns could be done like that here though.
Minnesota requires that you apply for a special handgun purchase permit to buy either a handgun or a rifle that has a removable magazine. You must show that and also fill out forms and have a check run for any purchase that requires the permit.
I don’t know if you need to do all that for guns not covered by the permit.
The purchase permit must be renewed every year, btw.
ot or not
House GOP Leaders: We Can Pass Gun Control, Immigration, Without Republican Support
[…] to the world of “Outlaw Gunsmithing”… *** And Part II — Going Mobile is just as […]
NRA life membership, $300 till 4/16/13
The GOP is dead. Until we realize it and break from it, forcing the establishment “compromisers” to run as Democrats, there’s no hope.
The GOP-led House is now passing nearly all of its legislation by caucusing with Democrats. This is a travesty, and Boehner/Cantor/McCarthy et al need to be primaried. Hard. And often.
If you want to be even more off the grid with this: Build your own machine shop
http://www.amazon.com/gp/product/1878087355/ref=oh_details_o00_s00_i00?ie=UTF8&psc=1
i ordered a few “paper weights” tonite. hope to see them before the fall.
I dont know much about guns but I do have a mill and a question. Will I get in trouble for having a home made gun with no serial number?
(I really dont know if the lower is the part with the serial number)
Meant to add that I paid $500 for my used mill and you may be able to also
I just saw the comment on the cost of buying a jig, but you can make that at home easily
As long as it stays in your possession, no. You are allowed to make guns for yourself, you can’t sell or distribute them.
I’ve heard it suggested that you put a serial number on it, but I don’t know of a legal reason to do so.
As well it should be. IIRC, in the immediate aftermath of 9/11 the FBI announced that they’d crosschecked their list of possible terrorists against their records of background checks and found a couple of possible matches. Attorney General Ashcroft inquired how this could be, as the law requires background check records to be destroyed. The FBI responded that of course they destroyed the records, but they kept a backup. Want to bet they don’t still keep backups today?
I’m lovin’ the outlaw gunsmithing idea, both finishing the 80% receivers and now 3D printing. The latest 3D printed AR lower ran through 600+ rounds with no problems. Outlawry meet the space age!
The very thought of knuckleheads making guns in their basements must be giving the gun grabbers nightmares, but what are they going to do, outlaw milling machines and 3D printers?
link
They will require you to have a license to own a mill or a 3D printer, and will invite themselves to do a surprise search of your premises whenever they feel like it.
Are you serious?
Anybody remember back in the old days when words actually had meanings?
Only slightly on topic.
The New York Times has found some gun owners it likes.
Problem is they are not exactly who they appear to be and have done this before to another MSM outlet.
BTW The picture in the NYT article is not Mr. Kundu it is of The Wilsons who are written of later in the piece.
“They will require you to have a license to own a mill or a 3D printer, and will invite themselves to do a surprise search of your premises whenever they feel like it.”
^^This!
Hey, when we lived in Sudan we had to have a government permit to own a manual typewriter. (This was back in the 80’s.)
I am in SoCal… and interested. I will be coming into some cash in the next two months and would like to do something that is very close of off the record. Nothing to hide except a rifle no one has any legal standing to tell me I can’t have.
There used to be some guys down in Oceanside, CA that held 80% parties, Ares Armor maybe? but they’ve gone dark for a while now
Drop me a line at outlawgunner@gmail.com. Let’s talk. The Ares guys are back ordered for the next 40 years. At least, that was the impression I got when I went down to Oceanside to talk to them about 4 weeks ago.
Getting back to machining ops on the receiver, instead of using a milling machine one might be able to accomplish the finishing operations with a hand grinder. I don’t know the requirements for accuracy on the final internal surfaces but one can do a lot of work with the right cutting tools and abrasives mounted in an air grinder or an electric driven tool. True, it would be more time consuming but with care and carbide cutters I am pretty sure it could be done, all with low capitol investment.
A further thought on the hand grinding (milling) suggestion previously stated, one would want to drill some additonal holes in the web between the 3 large holes to remove even more metal, thus reducing the amount of metal to be removed by hand grinding.
I’m going to point a friend with a mill at this post, just for kicks. Maybe we can hold our own “tupperware party” of sorts…
oh good that’s where i placed an order. fall of 2053 it is.
Amusingly, the Michael Kundu referenced in the NYT article is actually an employee of the Federal Government. He works for DHS.
If he’s a “master marksman”, he’s managed to hide most of the evidence.
For extra amusment, there’s this. Same guy.
Sherline makes both manual and CNC mills in California (which is still sort of the United States). These are pretty small vertical mills, but sufficiently large for a project like this.
“I think Obama gets it, I think he’s genuinely reaching out.”
Sherline makes both manual and CNC mills in California (which is still sort of the United States). These are pretty small vertical mills, but sufficiently large for a project like this.
Mr Cramer, your role in the defenestration of that scoundrel Bellesiles was an enormous public service.
StrangernFiction your link is broken.
Further info: a tutorial on how the guy who built the milling guides used a drill press to machine an ar-15 lower.
http://www.cncguns.com/projects/ar15lower80tutorial.html
WTF?
Up here in Seattle (and thereabouts) M4 style carbines have become about as scarce as hen’s teeth.. and the few I’ve seen for sale are marked up to post-apocalyptic rates. I really love this idea of going all outlaw and building my own ‘no paper-trail’ unit.. but.. and this is a big but.. What makes you think the Feds aren’t tracking shipping of all the internal and external parts that make up the finished product? I mean, these are the Feds that Carnivore your calls and watch for unusually high utility usage as evidence you’re growing weed or cooking meth.. The same feds that are sticking cameras everyplace they can mount them and putting drones overhead to keep an eye on us little people. I’m wondering if buying a trigger assembly or bolt for your generic M4 isn’t going to put you on a worse list than just buying an AR openly.
I hate to sound like a paranoid, but I’m ex-Special Ops, too.. and more than a little suspicious of anything that sounds too easy and too safe.. Me, I think I’m going to look around for one of the new Windham Weaponry (previously Bushmaster) ARs coming out of their old factory in Maine.
The thing is, I can provide parts up to a full weapon. That is, of course, extra, but if they are tracking this stuff, it will end at me. I am paying cash for everything, and the guy I am buying from doesn’t keep records of who buys what (unless it is credit card, of course), so there will be two levels of cut-off, if you are worried about that sort of thing.
OG, I guess it comes down to how well you did in SERE training . . .
Cranky-d: Don’t take it so personally.
You shouldn’t need to know that I’m an FFL to determine whether I’m correct. As an FFL, when I run a background check on you, I do not tell the government the exact firearms you are buying (e.g. make, serial number). They get your identification info, and long-gun/handgun/both/other. (Unless you buy more than 1 handgun in a week, at which time I fill out a special form with the make, model, serial number of each.)
This leads to two points…
1. If you believe that they are retaining this information, contrary to the law, then if you have ever purchased any firearm from an FFL, they have your name on “the list”, and making one more firearm off the books won’t help you. They don’t know what you bought in the first place, just long-gun/handgun/both/other, so they’ll be looking for anything, if they come knocking.
2. If you believe they are destroying this information, then all that exists is the paper form at the FFL. I think we can agree that FFLs support our 2nd Amendment rights, so if the worst happens, most would just destroy the papertrail.
On a practical level, I think the whole concept of the government building a “registration” list to track down gun owners in some future scenario is missing the point. 40-45% of households own guns, and 30-34% of adults own guns, so why do you need a registration? Just go house to house, and you have a 50/50 shot of coming up with one or more guns.
And don’t pretend like figuring out if you’re likely to own a gun is tricky. If you own pretty much anything with RealTree camo on it, you probably own a gun. If have a bunch of camping and outdoor equipment in your garage, you probably own a firearm. I could go on, but if Target can figure out if your daughter is pregnant, by the type of lotion she buys, and without her telling Target, figuring out if own a firearm is a walk in the park. ( http://www.forbes.com/sites/kashmirhill/2012/02/16/how-target-figured-out-a-teen-girl-was-pregnant-before-her-father-did/ )
If you think you’re safe because of any of the safety measures you’re taken to obscure your ownership of guns, you’re very mistaken, in my opinion.
Agreed, Awesomeness.. sadly, agreed.
Funny, some years ago I saw a war movie in which the heroes used a piece of techie gear to track some guerillas thru the South American jungle.. Later talking to my brother who was still on active duty with special ops I laughed about the movie, saying Hollywood is always dreaming up some high-tech gear that doesn’t exist.. to which he answered, “uh, hate to tell you this but my team just tested a prototype of just that kind of device.”. My point being, don’t for a moment doubt that Uncle Sugar is pulling out all stops and employing its biggest brains to devise new and ever more creative technology to keep an eye on just what the proles are up to…
2. If you believe they are destroying this information, then all that exists is the paper form at the FFL. I think we can agree that FFLs support our 2nd Amendment rights, so if the worst happens, most would just destroy the papertrail.
We can assert, but I’m not sure we can agree. When the feds threaten to take away your livelihood, there’s no telling how many will stand up, and how many will capitulate. When you have a family to feed, it’s not that hard to convince yourself that you’re not really compromising your principles. How are we to know whether our local retailer is going to value a stranger’s privacy over the cost of feeding his children?
40-45% of households own guns, and 30-34% of adults own guns, so why do you need a registration? Just go house to house, and you have a 50/50 shot of coming up with one or more guns.
The point is, they don’t know which half; there’s a wide gulf between statistical probabilities and empirical knowledge. If the 4am knock comes to the door, and I have my weapons hidden or stashed elsewhere, I can claim that I’m one of the “good half” who think firearms are scary, except when they’re in the hands of my well-trained, smartly dressed, and ruggedly handsome People’s Glorious Revolutionary Security Agents. That ain’t gonna work if they have my name and address in hand, whether the data came from a “backup tape” in Clarksburg or from my local FFL turning it over willingly or unwillingly.
I agree with you that obscuring one’s ownership of firearms is no reason to feel “safe.” However, I feel that’s an argument indistinguishable from that used by a gun-grabber to justify keeping us unarmed. After all, will carrying a handgun really make you “safe,” when you’re likely to be outgunned by law enforcement and gang-bangers? Why bother, if such “safety” is illusory?
Besides, it’s fun just sticking your finger in Uncle Sham’s eye. Gotta remind him who’s boss from time to time, lest he get out of line.
Sure, they’d get some of the info from some FFLs, willingly or unwillingly. I think the error in your logic is that a government willing to come knock on your door in the middle of the night looking for guns, is probably willing to take you away under the mere suspicion of owning a gun too. But they don’t need to even ask you, or guess. The information age has driven advertising companies to perfect the science of figuring you out, to a high degree of certainty, without you actually even being a willing part of the conversation. http://m.apnews.com/ap/db_268789/contentdetail.htm?contentguid=whNvkr1e
This is all getting way off topic. The original post suggested that the concept of an “off the books” firearm had a certain value, and my point was to introduce that in fact that value may be quite low, possibly approaching zero.
The best part of this make-your-own-AR for me would be the novelty of machining it in my driveway. The other pro’s and con’s seem to have trivial value, to me. I’m unsure if the non-trivial cost difference is worth it – I would probably buy my own milling machine, before I’d buy one of these lowers. Others may see it differently.
I never claimed that I would feel safe if no one had a record of me ever buying a gun. There is no such thing as safe. The fact that I’m a life member of the NRA and a member of GOA would likely be enough probable cause to assume I own a gun.
I would, however, feel a little safer. Plausible deniability can’t hurt.
It’s likely too late for me anyway, as I have a record of lots of legal transactions, many of which were with the same FFL holder. Just because all those guns were lost in a tragic boating accident doesn’t mean the government won’t know I had them at one time, however briefly.
It’s not too late for someone else.
Finally, I take all dismissals of protection of my liberty personally. I’m funny that way.
the diy aspect intrigues me. upthread i posted a link to a diy aluminum foundry. it got me wondering about the pros/cons of forged vs cast 80% lower receiver.
I have been planning for the same type of scenario. I also have all the equipment to do this with to include the jigs and have made myself one.
I very much like your ideas and might incorporate some of thing into my plan. I think this is something many of us should pursue while we can.
You may run afoul of CA law doing this.
Unless you make it AWB compliant (fixed/bullet-button magazine of 10 rounds or less), it is illegal for a person to manufacture it in CA.
This also hinges on the definition of “manufacture” in CA’s AWB, and up to this point, CA DOJ has not interpreted it to our advantage in any meaningful way (get out of jail free card).
Would love to see a citation to the contrary.
Discussion of printed guns here. The woman doesn’t like them:
http://www.ecnmag.com/blogs/2013/03/why-3d-printable-guns-are-terrible-idea
Left a link to PW there.
Not by simply milling the lower. Your finished weapon would have to be CA compliant, but a blank lower can’t be non-compliant. A Bullet Button is easy enough to come by.
I agree with Awesomeness in this. Consider the tech that was deployed during the campaign with “Narwhal” but used with all the various lists that the governments keep of firearm related transactions and then add the private sector’s work to categorize each household.
Then the other thing that the Obama re-election effort developed which reads all the social media looking for whatever key words or phrases are asked for.
Telling the left that government can’t do something they take as a design challenge.
OG, I guess it comes down to how well you did in SERE training . . .
Well, we ambushed the guards, stole their jeep and uniforms and went into town for drinks…does that count?
it got me wondering about the pros/cons of forged vs cast 80% lower receiver.
It is usually too difficult to forge something intricate like the AR15 lower ex nihilo. The 80% lower receiver is really just a standard forging with only part of the machining work done. Most of the hard stuff (magazine broached, threads cut into the buffer tube, magazine release slot cut) is done for you, you primarily mill out the trigger assembly pocket and drill some holes through the body of the receiver. I am not aware of any receiver that comes out of the forge ready to use, although, of course, I could very well be wrong.
Status update: I have talked to my lower receiver supplier, and he is currently out, but will have more in by late next week. In order to guarantee a supply, I will need to put orders in as early as possible. So, if you are thinking you want to do this soon, please contact me.
my ? was more general: strength of forged parts vs cast parts and whether it made a difference for this particular part. also i order 3 receivers from ares but if you have them i’d rather buy from you.
“Well, we ambushed the guards, stole their jeep and uniforms and went into town for drinks…does that count?”
Hahaha Brings back memories.. in one of our UW exercises my team stole a deuce and a half from a driver that had stopped at a donut shop. We drove it to the woods and found it was full of M-16s complete with bolts.. We hid them for a couple days until command was pissing themselves and traded them back.. Ah, good times.
also i order 3 receivers from ares but if you have them i’d rather buy from you.
To be fair, Ares is a LOT cheaper than I am. Also, I am not really willing to sell just the blanks, since it looks like I will have a hard time (for a while, anyway) getting enough blanks to cover demand for people who want me to supply them with the machining.
ok. fall of 2053 it is ;) thanks for your work.
Fall of 2053? Morning or afternoon? (I’m having my Obamacare physical in the afternoon…)
I think the Target reference is instructive about when to pay cash and don’t use your Target card.
Anytime you pay cash for things like ammunition etc. at Walmart, don’t use your card.
Got privacy? You sure?
lower receivers are $260 @ ctd ouch
link
“Pie-in-the-sky hopeful dreamings becoming something not quite protein wisdom is my hope.
I would never, in real time, attempt to assuage the greatness of the one and only ProteinWisdom.com and outlaws exactly and precisely thus.
I am not made of that.”
Were I only have been born with a pussy, PW would I not be as I am.
WHERE, WHERE GOD, IS MY PUSSY (born with should have I as it were)?
([I am stopping short of comedy for purposes of decorum yet you as the reader should not, I should like to think, prohibit nothing anytime]).
Since this seems to be an ongoing thread about 2A, I’d like to make a comment about the NRA.
It’s been disclosed that the NRA has stated they won’t fight a background check bill if there are no requirements for private sellers to keep records.
This is the same incremental “showing reasonableness” crap that got us to this point by the NRA.
It’s why I quit (that and the constant deluge of begging for more money from day 1 of membership) they are going along with incremental steps and they’re going to compromise us right out of our rights.
It’s well known that this background check deal won’t work WITHOUT records. How can someone prove they bought a weapons legally without some statement THAT CAN BE VERIFIED by records?
It can’t. So the next step will be that the records have to be kept to make the law effective. And then BINGO we’ve got ourselves a national registry and it’s all over but the shouting.
We must fight any and all regulation of who may exercise their rights. Crazy people get to have free speech until they do something dangerous, they get to exercise their religious beliefs until they do something illegal.
The same standard should apply for 2A rights. Scalia betrayed us by the “reasonable” regulation qualifier in Heller.
The only true way to exercise y0ur 2A rights is to become a criminal.
P.S. : newsrouter; Cheaper Than Dirt? Ain’t.
What savings you can make are taken by their cockamamie shipping charges.
They charge the hazardous shipping charges REGARDLESS of what you’re buying.
I won’t deal with them anymore.
crap. Well now we’re getting reports that NRA DOES NOT support the universal background check.
I guess it was a dirty trick by Chucky Schumer.
In South Africa – Gun Registration Has Led to Gun Confiscation in Two Short Years
In my email this morning…
As a lifetime NRA member, I’m your go-to ask-me-first source…Cheers!
Oh, the linky…
http://www.nraila.org/
As the saying goes, every word out of Schumer’s mouth is a lie, including “and” and “the”.
What I said about incrementalism still applies to the NRA. They’ve sold the 2A down the river before. That’s why it was so easy to believe they did it again.
They’re the AARP of the 2A crowd.
Having to show ID in order to register to vote: horrible imposition; no one can expect everyone to have a photo ID. It’s voter suppression!
Having to show ID in order to register your firearm: completely reasonable.
Ok, my head asplode.
A couple of takes on Schumer’s bill, here, here. PDF of what became the bill here.
Another piece here.
Also in reference to the NBC, NRA story. Be ready for tons on twisting facts, misleading surveys and articles, There will be groups running false flag operations too. The left is all in on this.
Forgot this one.
And all we’ve got is Marshall Petain as Speaker of the House.
Just to be a spelling Nazi (apropos, under the circumstances) Marshall = boy’s name. Marshal = military rank held by Philipe Petain, the traitorous leader of Vichy France who collaborated with the Germans during WWII and was sentenced to death for it (a sentence commuted to life imprisonment by his protege, Charles DeGaulle).
Or Maréchal, if we get froggy about it.
You know what they say about people compelled to correct other folk’s grammar? Or Spelling? Or typos?
You lost more than you gained.
There’s a whole hobbyist subculture that has figured out ways to tune up those cheap harbor freight mills and turn them into very precision instruments, and add CNC capability. The stock units are only good to a couple thou, the tuned up ones – tenths
[…] the quest for the prefect 3D-printed AR-15 proceeds apace. What’s the legality of all this? The Outlaw Gunsmith will tell you all about how to get around the law. And once you understand that any law made by man can be evaded, subverted or corrupted by man, you […]
I’m interested, Outlaw Gunsmith. Please contact me at hjablome2012 AT yahoo DOT com.
Outlaw,
Have you heard about any vendors in NorCal? One in San Jose just quit doing them. I think they got scared.
I’m looking to do an 80% project.
If only there weren’t any 30 round mags or pistol grips…
Morbid find suggests murder-obsessed gunman Adam Lanza plotted Newtown, Conn.’s Sandy Hook massacre for years
If only the school had been a gun free zone. Stupid magazines. Stupid pistol grips. Stupid shoulder things that go up.
They have removed this paragraph:
From the story.
Wow. Now it looks like this:
Must have been a bit too truthy.
The only other place it shows up, than in your comment, is in a comment here. Otherwise it’s down the memory hole as there is no Google cache for the page.
I have a different take on this. I love the idea….absolutely. The outlaw angle is just fine with me, no worries as we are all being prepped as future outlaws by this administration. That being said…..I would LOVE to do this just to say that I literally built my own rifle (lower). This is a really manly kind of doing! If a gun shop that had the stuff anyway, did a saturday build your own lower class……..I would be there! You have someone with you who has done it before,has the machines set up and is just going to facilitate the process, man that is awesome. Do it!
Ace linked this post yesterday. Maybe Jeff is getting some name and face back amongst the pragmas now that the GOP is trying to ween it self off of public support..
Heywood Jablome says March 17, 2013 at 10:37 pm
I’m interested, Outlaw Gunsmith. Please contact me at hjablome2012 AT yahoo DOT com.
Are you really that juvenile? Do you really think we don’t see you for what you are?
A mendacious child, maybe, masquerading as joke.
4-H urged to switch to air rifle/pistol due to ammunition shortage
OK, I have some receivers from my supplier. If there is anyone in the greater LA/Orange County area that is interested in getting one of these, now is the time to contact me. Email to outlawgunsmith@gmail.com and we will set up a place and a time to meet, and do this. I have only a few, so if you are really interested, you should contact me ASAP.
og,
what other parts are needed, other than the lower receiver, to have a finished ar 15?
You need a lower receiver parts kit, which contains the springs, trigger, hammer, and other paraphernalia that makes up the workings of the firing mechanism for the rifle. You need a pistol grip. You need a buffer tube, spring and buffer. You need a stock (unless you are planning to make a pistol). You need an upper receiver attached to a barrel. You need the bolt carrier group and the charging handle. You need handguards and a front and rear sight. You need magazines and ammo. That should do it. The thing is that all of these items can be ordered over the internet without restriction (except magazines). The lower receiver is the “firearm”, according to BATF.
thanks for the info. while i wait for delivery of the paperweight, i thought i could start collecting the rest of the rifle.
good news, email subject line
And now, for something completely different, a couple of the more obscure corners of the AR15 universe (all of these will work with any milspec AR15 lower):
6.5 mm Grendel
http://www.alexanderarms.com/index.php/products/65-grendel.html
.50 Beowulf
http://www.alexanderarms.com/index.php/products/50-beowulf.html
.338 Spectre and .458 SOCOM
http://www.teppojutsu.com/
Maybe I will just keep all these 80% lowers I am getting and spend all my money to make myself an arsenal of 100 guns, each one based on the AR15 platform, each one of a different caliber…
maybe by fall 2013, ares charged my credit card
[…] part, however, and is not registered with anyone. You can buy as many as you want, and then finish them yourself into a firearm that has not serial number, which does not have to be registered, and which is 100% […]
http://www.lockestone.com
https://www.facebook.com/Lockestoneindustries
Lockestone Industries conceptualizes, develops and manufactures advanced high quality precision CNC parts for the AR-15 weapons platform for the at home gun smith.
Description
LockeStone Industries, is the foundation for your ultimate precision tactical AR-15 rifle.
Our Billet AR 80% lower receiver was engineered from the ground up to address ergonomic and structural design weaknesses found in standard 80% lower receivers.
-CNC machined 7075-T6 aerospace aluminum billet stock
-Integrated trigger guard for gloved use and added strength
-Enhance tolerances
-Mil-Spec hard anodized
-Serrated trigger finger index point
We are proud to offer products that are 100% MADE IN THE U.S.A.
If you live in the Kansas City area, my little shop is offering a build school so that you can legally finish your 80% lower. The ATF has the opinion that you can no longer do this on a CNC, so the school is conducted on a manual milling machine. You can get more info at: http://www.flashstopper.com/school.html
I appreciate the high end stuff, but there is a huge market for the low end .22lr 80% revolver build. Can you do such a thing in San Jose?